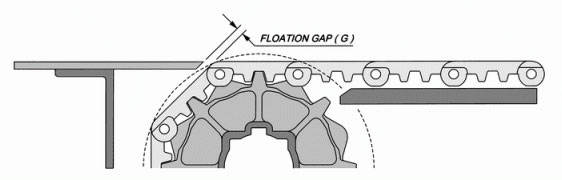
Плывучы разрыў
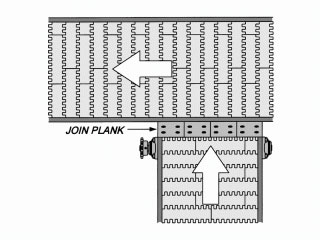
Пры прыняцці канвеернай стужкі для паваротнага руху.дугавая секцыя канвеера будзе злучацца з прамым канвеерам, і абодва канцы дугавой секцыі павінны быць накіраваны на прамую, і тады канвеер будзе працаваць плаўна.
Унутраны радыус патрабуе як мінімум у 2,2 разы больш шырыні канвеернай стужкі.
STL1 ≧ 1,5 XW або STL1 ≧ 1000 мм
Адзіночны паварот не абмяжоўваецца 90°;ён павінен падпарадкоўвацца абмежаванню радыуса павароту і вырабляць канструкцыю ад 15°, 30°, 45°, 60°, 75°, 90°,.... да 360°.
Даведачная табліца памераў з плаваючай шчылінай (G)
| адзінка: мм | ||||
| серыял | Таўшчыня пояса | Дыяметр зорачкі (PD) | Колькасць зубоў | Плывучы разрыў (G) |
| 100 | 16 | 133 | 8 | 5.6 |
| 164 | 10 | 4.5 | ||
| 196 | 12 | 4.0 | ||
| 260 | 16 | 3.0 | ||
| 200 | 10 | 64 | 8 | 2.6 |
| 98 | 12 | 1.7 | ||
| 163 | 20 | 1 | ||
| 300 | 15 | 120 | 8 | 4.3 |
| 185 | 12 | 3.3 | ||
| 400 | 7 | 26 | 8 | 1 |
| 38.5 | 12 | 0,3 | ||
| 76.5 | 24 | 0 | ||
| 500 | 13 | 93 | 12 | 1.3 |
| 190 | 24 | 0,5 | ||
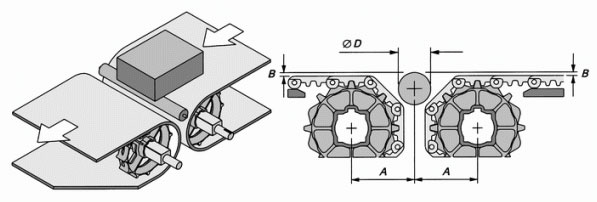
Мёртвая талерка
Мы рэкамендуем выкарыстоўваць вугляродзістую сталь таўшчынёй больш за 5 мм, нержавеючую сталь або легаваную сталь высокай цвёрдасці і г. д. у якасці матэрыялу для вырабу глухой пласціны.Важна ўлічваць кожны зазор у становішчы перадачы, каб прадукты для загрузкі плаўна праходзілі праз пазіцыю перадачы.
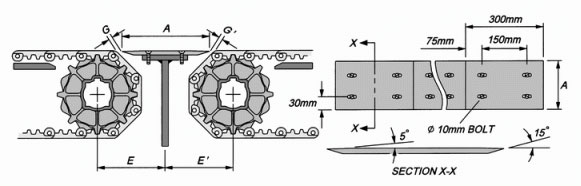
Каб атрымаць значэнне C, звярніцеся да главы «Асноўнае вымярэнне ў спецыфікацыі праектавання», а каб атрымаць значэнне G, звярніцеся да плывучага зазору ў гэтай главе, а затым выкарыстоўвайце прыведзеную ніжэй формулу; вынікам разліку будзе фактычны памер плывучага зазору.
ФОРМУЛА:
E = CX 1,05
A = (2 XE) (G + G')
Спецыфікацыя канструкцыі бакавой перадачы
Як правіла, прымяненне перадачы пад вуглом 90 градусаў звычайна выкарыстоўваецца ў рамках інтэгральнай працэдуры транспарціроўкі.Мы рэкамендуем вам прыняць паваротны рэмень HOMGSBELT;гэта можа прымусіць вас гнутка выкарыстоўваць прастору.
Калі завадская плошча недастатковая для мінімальнага радыусу павароту паваротнай стужкі HOMGSBELT, для вырашэння гэтай праблемы неабходна прыняць канструкцыю бакавой перадачы ў раме.
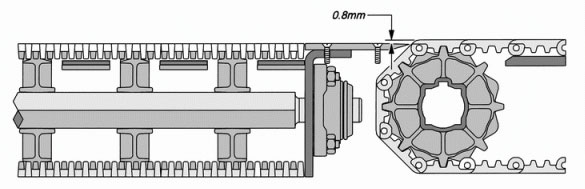
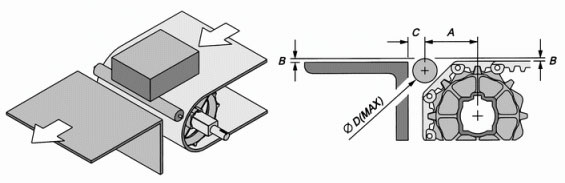
Дапаможныя ролікі
Для распрацоўкі становішча перадачы паміж двума канвеерамі, калі дно загрузкі прадуктаў роўнае і яго даўжыня больш за 150 мм, за выключэннем мёртвай пласціны, ён таксама можа выкарыстоўваць дапаможны ролік перадачы, каб дапамагчы канвеернай стужцы, каб атрымаць гладкую і лепшую перадачу руху падчас працы.
Тэхнічныя характарыстыкі канструкцыі дапаможных ролікаў перадачы ў становішчы прывада / халастога ходу
| адзінка: мм | ||||||
| серыял | Таўшчыня (рэмень) | Дыяметр зорачкі. | Колькасць зубоў | А (мін.) | Б (мін.) | D (макс.) |
| 100 | 16 | 133 | 8 | 85 | 0~1 | 34 |
| 164 | 10 | 100 | 40 | |||
| 196 | 12 | 116 | 50 | |||
| 260 | 16 | 150 | 66 | |||
| 200 | 10 | 64 | 8 | 47 | 20 | |
| 98 | 12 | 63 | 25 | |||
| 163 | 20 | 95 | 40 | |||
| 300 | 15 | 120 | 8 | 88 | 40 | |
| 185 | 12 | 106 | 44 | |||
| 400 | 7 | 26 | 8 | 20 | 10 | |
| 38.5 | 12 | 28 | 15 | |||
| 76.5 | 24 | 53 | 25 | |||
| 500 | 13 | 93 | 12 | 64 | 25 | |
| 190 | 24 | 118 | 40 | |||
Тэхнічныя характарыстыкі канструкцыі дапаможных ролікаў перадачы ў перадачы платформы
| Адзінка вымярэння: мм | |||||||
| серыял | Таўшчыня (рэмень) | Дыяметр зорачкі. | Колькасць зубоў | А (мін.) | Б (мін.) | C (мін.) | D (макс.) |
| 100 | 16 | 133 | 8 | 74 | 0~1 | 23 | 20 |
| 164 | 10 | 92 | 28 | 25 | |||
| 196 | 12 | 106 | 33 | 30 | |||
| 260 | 16 | 138 | 41 | 38 | |||
| 200 | 10 | 64 | 8 | 42 | 18 | 15 | |
| 98 | 12 | 60 | 21 | 18 | |||
| 163 | 20 | 93 | 28 | 25 | |||
| 300 | 15 | 120 | 8 | 76 | 28 | 25 | |
| 185 | 12 | 108 | 30 | 27 | |||
| 400 | 7 | 26 | 8 | 17 | 9 | 6 | |
| 38.5 | 12 | 24 | 12 | 9 | |||
| 76.5 | 24 | 45 | 18 | 15 | |||
| 500 | 13 | 93 | 12 | 56 | 18 | 15 | |
| 190 | 24 | 108 | 28 | 25 | |||
Кіраўнічая прылада
Калі глухія пласціны або дапаможныя ролікі перадачы выкарыстоўваюцца для становішча перадачы канвеернай сістэмы, для розніцы лінейных хуткасцей або цэнтрабежнай сілы, прадукты будуць выкідвацца або адхіляцца ад цэнтральнага становішча стужкі.На дадзены момант неабходна ўсталяваць накіроўвалую прыладу, каб дапамагчы прадуктам плаўна праходзіць паваротнае становішча і ў межах эфектыўнай зоны транспарціроўкі.
Спецыфікацыя канструкцыі накіроўвалага роліка
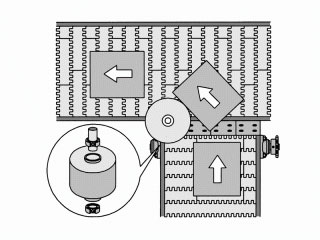
Накіроўвалыя ролікі звычайна вырабляюцца з металічнага матэрыялу.Яго накіроўвалы радыус складае прыкладна 1/4 эфектыўнай шырыні рамяня.Калі нагрузачныя вырабы патрабуюцца для павышэння трэння, яны павінны выкарыстоўваць гумовы або ПВХ-матэрыял, каб абгарнуць паверхню накіроўвалых ролікаў.Гэта асабліва падыходзіць для вялікіх або цяжкіх пагрузак пры транспарціроўцы прадуктаў.Выкарыстанне шарыкападшыпнікаў для накіроўвалага роліка можа зрабіць кручэнне роліка больш плаўным.
Спецыфікацыя канструкцыі накіроўвалай рэйкі
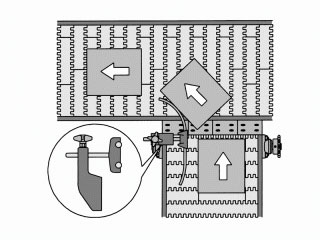
Большасць накіроўвалых прылад звычайна вырабляюцца з пластыка з меншым трэннем, напрыклад, UHMW, HDPE і гэтак далей.Ён можа быць распрацаваны ў розных формах або знешнім выглядзе для патрабаванняў усталявання.Накіроўвалыя падыходзяць для загрузкі сярэдніх або мініяцюрных транспартных сродкаў.Накіроўвалыя таксама выкананы з пластыка з меншым трэннем.Вытворцы могуць прапанаваць мноства накіроўвалых у розных формах для патрабаванняў кліентаў.
Калі канвеерная сістэма прымае глухую пласціну або дапаможны падшыпнік ад аднаго канвеера да іншага пад вуглом 90 градусаў, аб'яднанне накіроўвалых ролікаў з накіроўвалымі зробіць працэдуру транспарціроўкі больш гладкай і лёгкай.
Калі ласка, звярніце ўвагу на тое, ці не ўдараць прадукты аб знешнюю накіроўвалую рэйку з-за цэнтрабежнай сілы, калі рамень рухаецца да кропкі павароту, ці не перавышае эфектыўны дыяпазон ходу рамяня, што прывядзе да назапашвання прадуктаў і закліноўвання вытворчай лініі.Увогуле, эфектыўная шырыня стужкі павінна перавышаць максімальную шырыню загрузкі прадуктаў.